






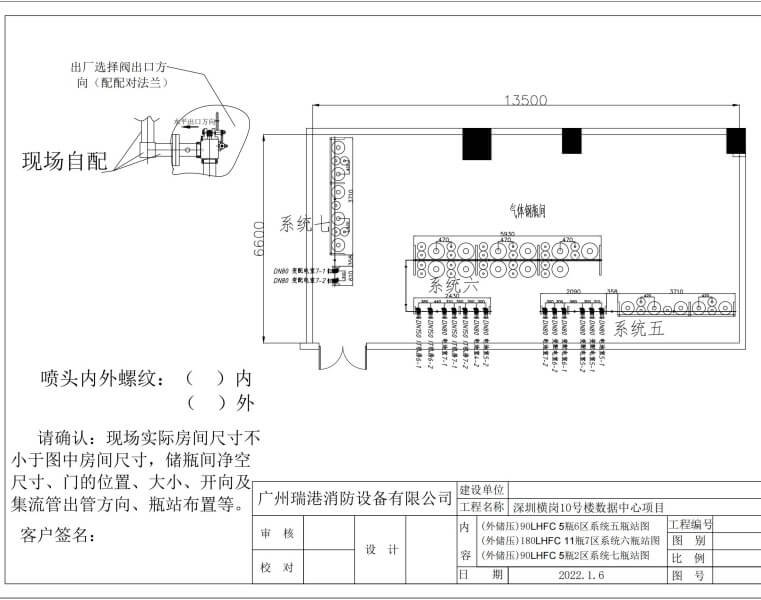
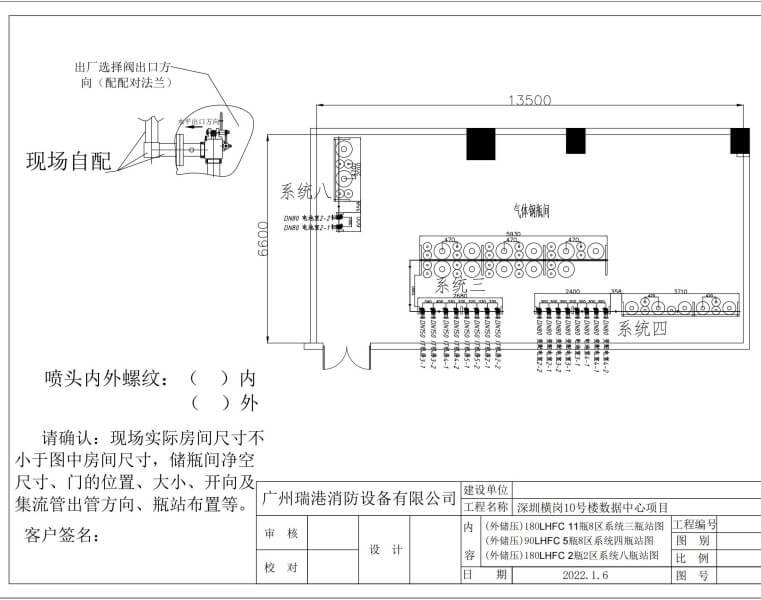
Data Center External Stored Pressure FM-200 System
Data center electrical fire risks are prominent; an environmentally clean gas fire suppression system is required.
Description
Data Center External Stored Pressure FM-200 System
Product Description
Project Objective
Data Center External Stored Pressure FM-200 System
Introduction to project objectives
3.1 Compliance Objective: The entire process of system design, construction, and acceptance complies with national standards, passes fire safety inspections and third-party testing, and meets Tier III+data center certification requirements.
3.2 Safety objective: To protect critical areas such as the core computer room, UPS room, and power distribution room; Spray within 10 seconds and control the fire within 30 seconds during a fire to prevent secondary damage to equipment; After extinguishing the fire, there is no residue left, and the operation can be restored after 20 minutes of ventilation to ensure business continuity.
3.3 Performance objective: The external pressure storage system has a conveying distance of up to 150m and supports centralized pipeline protection in multiple protection zones; The linkage alarm, emergency start stop, fault self check and remote monitoring functions are complete; The system error rate is 0, and the annual reliable operation rate is ≥ 99.9%.
3.4 Cost and operation objectives: Optimize the layout between bottle groups and save valuable space in the computer room; Modular design reduces maintenance difficulty and operation costs by about 30% compared to internal pressure storage systems; Optimal cost throughout the entire lifecycle.
3.5 Environmental Protection Goal: Adopting heptafluoropropane (HFC-227ea), with ODP=0 and low GWP, in line with environmental protection and the “dual carbon” policy, and without the risk of ozone layer depletion.
Project achievements
Data Center External Stored Pressure FM-200 System
Introduction to project achievements
Install an external pressure storage heptafluoropropane fire extinguishing system to achieve clean fire extinguishing, with no residue, corrosion, or conductivity, completely avoiding the risks of equipment short circuit, corrosion, and data loss caused by water-based/dry powder fire extinguishing; The fire loss rate is reduced by 87% compared to traditional water-based systems, and the equipment repair cost is reduced by 92%. Completed the installation, commissioning, and linkage testing of the external storage pressure heptafluoropropane pipeline network system, and successfully passed the fire safety acceptance and compliance certification; Build a full chain protection system of “early detection rapid alarm precise fire extinguishing linkage shutdown post recovery”, with controllable fire risks.
