Solution for automatic
fire extinguishing device of
heptafluoropropane fire detection tube in distribution room electrical cabinet
Solution Overview
Overview of heptafluoropropane scheme
Overview of heptafluoropropane scheme
Solution Overview
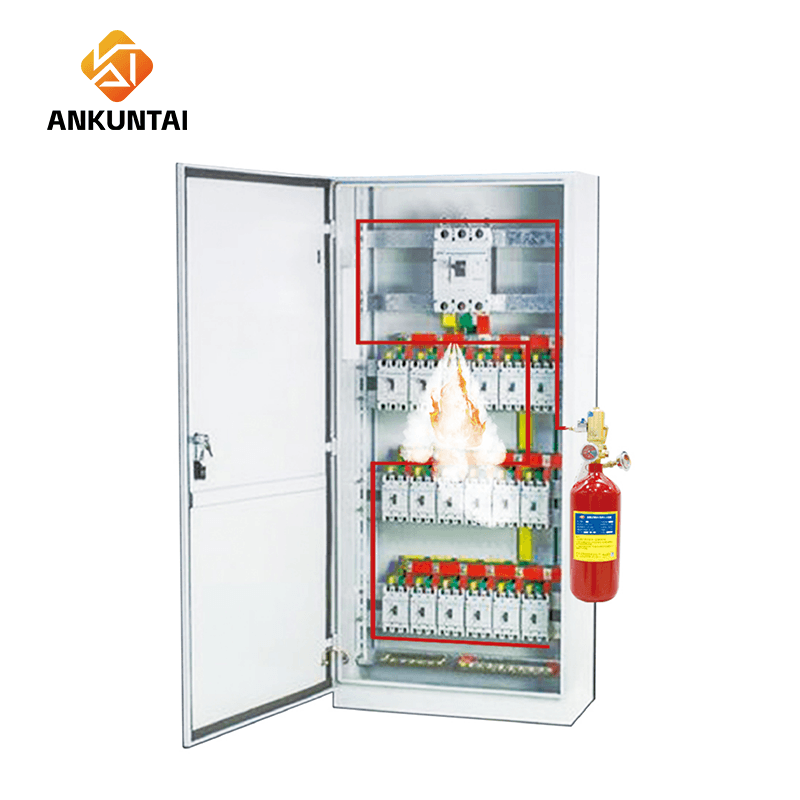
In response to the internal fire risk of enclosed/semi enclosed electrical cabinets such as high and low voltage distribution cabinets, control cabinets, PLC cabinets, capacitor compensation cabinets, transformer cabinets, etc. in the distribution room, a heptafluoropropane fire detection tube direct/indirect automatic fire extinguishing device is used to achieve no power supply, no need for alarm hosts, fully automatic detection, and precise fixed-point fire extinguishing. It is suitable for the core requirements of unmanned distribution rooms, electrical equipment to avoid water stains, dust, and rapid power restoration after disasters, and meets fire safety regulations and electrical equipment fire safety requirements.
risk analysis
Project Background and Fire Risk Analysis
Background and fire risk analysis of heptafluoropropane project for distribution room cabinets
Causes of fire in electrical cabinets in distribution rooms
Aging, short circuit, poor contact and heating of cables
Overload operation, component breakdown, capacitor explosion;
Dust and moisture accumulation inside the cabinet, overlapping of small animals, and sparking of virtual connections in the circuit
Long term high temperature sealed environment, smoldering and rapid spread of fire
Disadvantages of conventional fire extinguishing methods
Water spray/fire hydrant
Water stains conduct electricity and damage precision electrical equipment, resulting in high post disaster repair costs
Dry powder fire extinguishing
Residual dust corrodes the terminals and circuit boards inside the cabinet, causing secondary damage and making cleaning difficult
Aerosol
Poor cooling effect, residual chemicals, not suitable for closed precision electrical cabinets
Traditional pipeline network heptafluoropropane
high cost, requires supporting alarm system, occupies a large space, and is not suitable for small cabinets
Adaptation advantages of heptafluoropropane device for fire detection tube
Passive automatic
No need for power supply, no need for smoke and temperature sensing, no need for linkage with the host, independent operation
Accurate fire extinguishing
Fire detection pipes are arranged along key points inside the cabinet, and explosive spraying is carried out wherever a fire breaks out;
Clean and environmentally friendly
Heptafluoropropane is colorless, odorless, residue free, non-conductive, has good insulation, and does not damage electrical equipment
Quick response
detect fires at close range, start extinguishing within seconds, and prevent the spread of fire;
Flexible installation
No need for pipeline network, small footprint, simple construction, both new and old electrical cabinets can be retrofitted and installed
Product working principle
Detection stage
Flexible fire detection tubes are arranged inside the electrical cabinet at high temperature and flammable locations such as busbars, circuit breakers, cable joints, capacitors, etc. The fire detection tubes are thermal sensitive high-voltage pipes that automatically rupture when exposed to open flames or when the critical temperature is reached
Start up phase
After the fire detection tube ruptures, the pressure in the pipeline network is instantly released, triggering the automatic opening of the container valve
Fire extinguishing stage
The heptafluoropropane fire extinguishing agent in the storage bottle is sprayed directly into the fire source through the crack of the fire detection tube, rapidly cooling down, isolating oxygen, and suppressing chain reactions, achieving full flooding and fixed-point fire extinguishing.
Backup protection
An indirect layout can be used. After the fire detection tube is activated, the fire extinguishing agent is sprayed into the cabinet space through a dedicated nozzle, covering the entire cabinet protection area
specification
Design Basis Specification
Design basis specification for heptafluoropropane in distribution room electrical cabinet
GB 50116
《Design Specification for Automatic Fire Alarm System》
GB 50370
《Design Code for Gas Fire Extinguishing Systems》
《Fire Safety Management Specification for Power Distribution Room》
GB 18614
《Heptafluoropropane fire extinguishing agent》
《Relevant standards for fire protection design of distribution equipment in the power industry》
Selection design
System configuration and selection design
Configuration and selection design of heptafluoropropane system for electrical cabinet in distribution room
Applicable protection objects
High and low voltage distribution cabinets, switch cabinets, ring main units, UPS cabinets, DC panel cabinets, transformer cabinets, frequency conversion control cabinets, etc.
Device composition
Heptafluoropropane storage cylinder, container valve, thermal probe, fixed clamp, sealing joint, spray nozzle, installation bracket, pressure gauge.
Layout principles
- Fire detection tubes are arranged closely along the upper busbar, lower outgoing line, circuit breaker room, and cable interlayer inside the cabine
- Fire detection tubes must not be bent or bent, and should be kept away from sharp edges and corners. They should be securely protected;
- The storage bottle is installed in the vacant position on the side/top of the electrical cabinet, which does not affect the cabinet door switch and equipment maintenance;
- Each independent electrical cabinet is equipped with a separate set of devices, with one cabinet and one protection, and separate protection zones.
characteristic
System advantages and characteristics
Six system advantages and characteristics
Passive independence: No external power supply or fire alarm system is required, and normal fire extinguishing can still be carried out in the event of a power outage;
Non destructive protection: The heptafluoropropane insulation is non-conductive, non corrosive, and residue free. After extinguishing the fire, there is no need for large-scale cleaning, and power can be quickly restored;
Fast response: Close range contact detection, extinguish the fire immediately at the budding stage, and prevent it from spreading to the entire cabinet and distribution room;
Cost economy: No complex pipeline network, no supporting linkage equipment, short installation period, and low maintenance cost in the later stage;
Strong adaptability: New and old distribution rooms, indoor and outdoor electrical cabinets, and enclosed/semi enclosed cabinets can all be retrofitted;
Safe and reliable: stored under normal pressure, pollution-free, harmless to human body, in compliance with environmental protection and electricity safety standards
Protect Your Data Center
Get a customized fire protection proposal for your battery
energy storage project. Free engineering consultation
included.
