Overview of FM-200 Piston Flow Fire Extinguishing System
The FM-200 piston flow fire extinguishing system is a new type of gas fire extinguishing system that uses heptafluoropropane (FM-200, chemical name HFC-227ea) as the extinguishing medium and employs piston flow conveying technology. The system uses high-pressure driving gas to promote the formation of a stable piston flow state of the fire extinguishing agent, achieving efficient transportation in the pipeline and ensuring that the fire extinguishing agent can quickly and evenly reach the protected area.
Compared with traditional heptafluoropropane fire extinguishing systems, piston flow technology significantly improves the conveying distance and spraying efficiency, making it particularly suitable for large building complexes, multi protection areas, and remote protection sites.
working principle
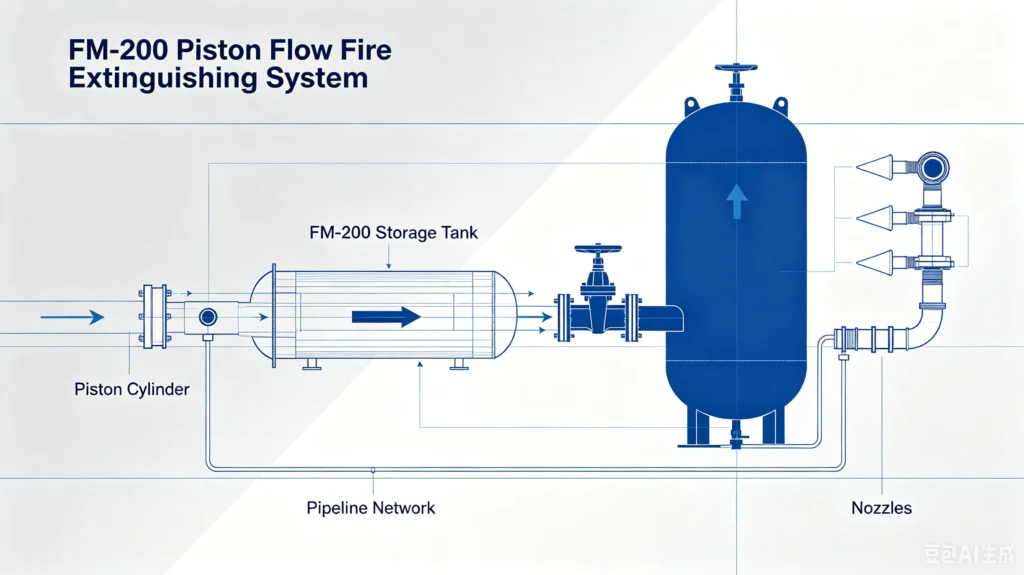
The FM-200 piston flow fire extinguishing system mainly consists of a fire extinguishing agent storage cylinder group, a driving gas cylinder group, a control valve group, a conveying pipe network, nozzles, and an automatic fire alarm control system.
When a fire occurs, the system works according to the following process:
The fire detector detects a fire and sends out an alarm signal;
Activate the fire extinguishing program after the control system confirms the fire;
Drive the release of gas into the fire extinguishing agent container;
High pressure gas drives the piston device to quickly deliver liquid FM-200 to the pipeline system;
The fire extinguishing agent is evenly released into the protective area through the nozzle;
FM-200 rapidly vaporizes to form the design concentration, and achieves fire extinguishing through heat absorption, cooling, and suppression of combustion chain reactions.
The entire spraying process is usually completed within 10 seconds, which can effectively control the early development of the fire.
Technical Features
- Strong long-distance transportation capability
Piston flow technology can effectively overcome the transportation limitations caused by pressure attenuation in traditional systems, achieve the transportation of fire extinguishing agents over hundreds of meters or even longer distances, and meet the needs of centralized storage and unified management in large-scale projects. - Fast fire extinguishing speed
The system can reach the designed extinguishing concentration in a very short period of time, quickly extinguishing Class A surface fires, Class B liquid fires, and electrical fires, significantly reducing fire losses. - No damage to the equipment
FM-200 is a clean extinguishing agent, which will not produce water stains, foam or powder residues after extinguishing, and will not damage servers, precision instruments, electrical equipment and other high-value assets. - Save space
Due to the use of centralized bottle storage design, bottle groups do not need to be located near each protective zone, thereby reducing equipment footprint and improving building space utilization. - High system reliability
By adopting automatic detection, automatic start, and linkage control technology, it is possible to achieve all-weather monitoring and rapid response, ensuring the continuous and safe operation of critical facilities.
Main application areas
The FM-200 piston flow fire extinguishing system is widely used in places with high requirements for fire extinguishing speed and equipment protection, including:
Data center and cloud computing room
Communication room and switching center
UPS distribution room
Power control room
cable mezzanine
Petrochemical Control Center
Financial Data Processing Center
Museums and archives
Medical equipment room
Rail Transit Signal Control Room
These places usually have high equipment value, significant downtime losses, and extremely high requirements for the reliability and cleanliness of fire extinguishing systems.
Sealing of protective zone
The protective area should have good sealing performance to ensure that the concentration of fire extinguishing agent maintains an effective fire extinguishing level within the specified time.
Pipe network calculation
Professional calculations should be made based on the volume of the protective zone, nozzle layout, pipeline length, and pressure loss to ensure uniform spraying and design concentration requirements.
linkage control
The system should be designed in conjunction with automatic fire alarm systems, ventilation systems, access control systems, etc. to ensure the safety and reliability of the fire extinguishing process.
regular maintenance
Annual inspections and regular maintenance should be carried out in accordance with relevant regulations, including pressure checks, bottle group weighing, nozzle inspections, and control system functional testing.
development trend
With the development of green fire protection concepts, the global demand for greenhouse gas emission control continues to increase. Although FM-200 is still widely used in the field of critical facility protection, some new construction projects have begun to adopt Novec 1230 and inert gas fire suppression systems as alternative solutions.
However, in scenarios such as large-scale engineering, long-distance transportation, and rapid fire extinguishing needs, FM-200 piston flow technology still has significant advantages and will maintain an important market position for a long time to come.
Conclusion
The FM-200 piston flow fire extinguishing system combines the advantages of clean gas fire extinguishing technology and advanced piston flow conveying technology, and has the characteristics of fast fire extinguishing speed, long conveying distance, good equipment protection effect, and high system reliability. With the continuous expansion of data centers, intelligent manufacturing, and critical infrastructure construction, this system will play an increasingly important role in modern fire engineering, providing safer and more efficient fire protection for high-value assets.
